Making Of
Ringherstellung in der GoldschmiedeHandwerk mit Herz
Trauring-Enstehung in unserer Goldschmiedewerkstatt
Viele sorgfältige Arbeitsschritte stecken in so einem kleinen Ring. Gerne nehme ich euch mit auf die Ringreise durch den Entstehungsprozess. Ich warne euch, es sind nicht wenige Fotos. Ich wünsche euch viel Spaß beim Ansehen!
Die nachfolgende Entstehungsgeschichte ist bei jedem Ringpaar etwas unterschiedlich, je nachdem welches Material und Design am Ende herauskommen soll.
Der Einfachheit halber habe ich einige Arbeitsschritte und Handgriffe weglassen müssen, das würde sonst den Rahmen der Seite sprengen. Ein 4 Stunden Trauringkurs würde ab Schritt 16 starten.

1. Die Rohstoffe
Die Materialien für die Ringe werden handverlesen ausgesucht, gewogen und in ein spezielles Förmchen, den sogenannten Schmelztiegel gegeben. Im Tiegel seht ihr in diesem Fall Feingold, Feinsilber und etwas Kupfer, alles nachhaltig aus Recyclinggold/-Silber.

2. Erhitzen im Schmelztiegel
Mit einem händisch geführten Brenner wird der Tiegel auf einer feuerfesten Unterlage erhitzt. Der Tiegel ist ebenso aus einem hitzebeständigen Material, damit er dem Prozess standhalten kann. Beim Brenner die Zugabe von Sauerstoff möglich, was die Flamme heißer macht.
Verflüssigen
3. Das geschmolzene Metall
Der Brenner erhitzt das Material so lange, bis der Schmelzpunkt erreicht wird und es flüssig wird.
Durch sanftes Schwenken des Tiegels bewegt sich das Edelmetall. Da lässt sich auch erkennen, ob sich noch festere Stückchen in der Schmelze befinden, wo ich nochmal stärker mit der Flamme draufhalten muss.
Anhand des Glanzes des Metalls erkenne ich, ob das Material schon flüssig genug ist.
Je glänzender und spiegelnder, desto besser.
Ich erhitze das Edelmetall übrigens bewusst ein bisschen oberhalb des Schmelzpunktes, damit es nicht zu frühzeitig beim Guss erstarrt.

4. Es wird spannend: Gussprozess
Der Schmelztiegel wird nun langsam und vorsichtig zur Eingussform geführt, der sogenannten Kokille. Die Flamme bleibt die ganze Zeit dabei und wir passen auf, dass sich das Gold nicht wieder verfestigt.

5. Schwupps: Eingießen in die Gussform
Der Schmelztiegel wird gekippt und das heiße Edelmetall fließt in die stangenförmige Form hinein. Ein sehr spannender Herzklopfmoment! Denn man darf nicht zu schnell und nicht zu langsam gießen.
Abkühlen lassen
6. Die Rohstoffstange
Die Gussform ist aus Eisen und besteht aus zwei Teilen. Direkt nach dem Eingießen ist die Gussform so heiß, dass man sie erst einmal abkühlen lassen muss.
Nach ca. 15 Minuten kann man die Form zerlegen und kann, voila, die erkaltete Edelmetall-Stange entnehmen.
Diese wird im Fachjargon auch „König“ genannt und bildet den Grundrohstoff als Form.
Der Querschnitt ist rund. Daraus lässt sich im Prinzip alles anfertigen.In unserem Falle werden es Trauringe sein.
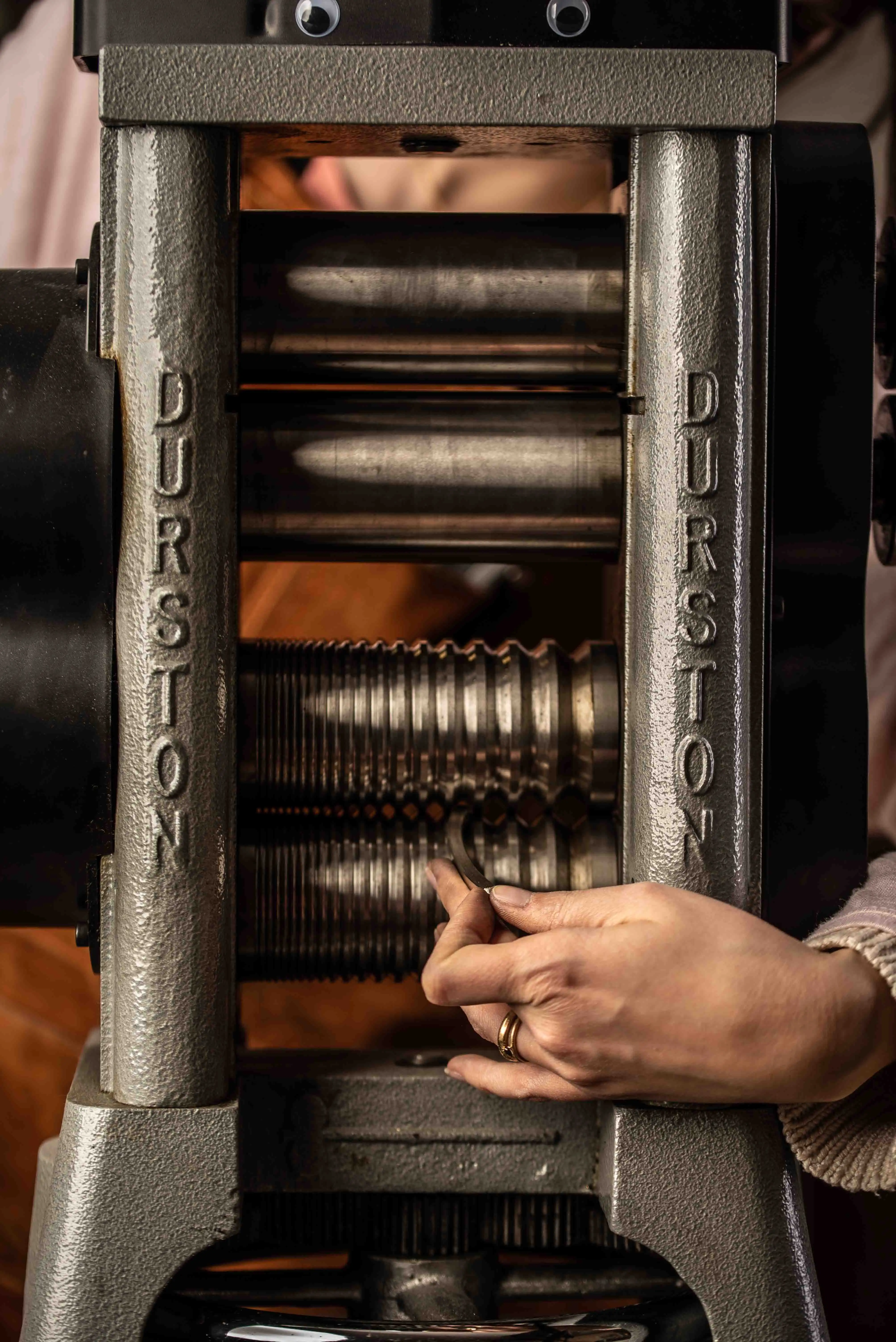
7. So sieht die Walze aus
Es gibt abgestufte Walzeinstellungen. Von Einstellung zu Einstellung wird das Edelmetallstück länger und dünner.

8. Walzen
Die runde Stange wird in der Metallwalze in eine kantige Form gewalzt. Die Walze ist eines unserer wichtigsten Werkzeuge.
Weiter geht´s
9. Das Walzprofil
Die kantige Form, die beim Walzen enstanden ist, sieht nun so aus. Man nennt diese Grundform auch Walzprofil oder Vierkant. Aus einem Vierkant können wir im Prinzip alles an Schmuck anfertigen, was man sich so vorstellen kann.
Ein Vierkant ist der Grundrohstoff schlechthin.
Das es etwas gebogen ist, macht nichts. Das wird dann noch begradigt. Das war der erste Walzvorgang. Ein weiterer folgt noch.

10. Schickes Flämmchen:
Mit dieser hübschen Flamme wird das Goldstück nun erhitzt. Man nennt das Zwischenglühen. Wir verwenden hier ein Handstück mit einer Propangasflamme.
11. Fast schon glühend
Das Gold wird mithilfe einer hitzefesten Pinzette gehalten. Durch Zugabe von Sauerstoff wird die Flamme schärfer und das Gold beginnt, langsam zu glühen.
faszinierend
12. Es glüht
Das Gold muss überall einmal so rötlich glühen. Danach wird es in Wasser abgeschreckt.
Ganz einfach, das mittlerweile verhärtete Metall wird durch die Hitze wieder verformbar und weich.
Quasi wie ein Saunabesuch für das Gold.
Es ist nun perfekt für den nächsten Walzvorgang, das Flachwalzen, vorbereitet.
Denn für die Eheringe brauchen wir eine flache Stegform.

13. Flachwalze einstellen
Es geht wieder an die Walze zurück. Aber diesmal wird keine vierkantige Form gewalzt, sondern flach. Nun werden die flachen Stege hergestellt, aus denen wir die Eheringe anfertigen.

14. Am Rad drehen
Die Walzrollen können mithilfe des Rads weiter und enger zueinander gestellt werden. Je enger die Einstellung, desto länger und dünner wird der Goldsteg. Die Form des Goldes verwandelt sich von Vierkantig zu Flach.
ich liebe es
15. Kurbeln
Unsere Walze ist speziell auf Edelmetalle abgestimmt und wird mit purer Muskelkraft bedient. Wenn die Maschine gut geölt ist, geht das aber ganz leicht.
Vorhin beim Walzvorgang verwendete ich die kantigen, unteren Walzrollen. Nun verwende ich die flachen oberen Walzrollen.
Das funktioniert übrigens ähnlich wie eine Nudelmaschine.
Nur dass hier keine flache Bandnudel herauskommt, sondern ein echter, flacher Goldsteg.

16. Biegen
Die flachen Stege werden nun zu groben Eheringen geformt. Da gibt es eine Vielzahl von Techniken, die zum Biegen benutzt werden können. Zum Beispiel Zangen, Trauringmaschine oder Schraubstock.

17. Verformen
In unserer speziellen Trauringmaschine wird der Ring rund verformt. Dazu wird der Ring in eine runde Aussparung eingelegt, aus der er etwas heraussschaut.
Ganz schön rund
18. Pressen
Der eingelegte Ring wird von einem Pressstempel in die runde Form eingestaucht. Dadurch wird der Ring kleiner, aber auch rundlicher. Auch die Außenform wird ein bisschen gleichmäßiger.
Die Ringe werden bewusst immer eine Kleinigkeit enger gepresst, als die Ringweite eigentlich ist. Der Ring wäre jetzt also zu eng am Finger.
Denn später weiten sie sich automatisch beim Schmieden.

19. Löten I.
Auf die Ringöffnung, die sogenannte Fuge, wird Flussmittel und ein Stückchen Lot aufgetragen. Die Ringe werden mit einem solchen Brennerhandstück erhitzt, ähnlich wie beim Glühen vorhin. Durch Pusten in den Schlauch wird die Flamme wärmer.

20. Löten II.
Nun wird es spannend: Das Lotstückchen wird bei einer bestimmten Temperatur flüssig und fließt in die Fuge hinein. Der Ring wird danach in Wasser abgeschreckt. Der Ring ist jetzt komplett durchgängig und ist komplett geschlossen.
Es wird laut
21. Schmieden I.
Der Ring wird auf einen runden Ringriegel, dem Formeisen für Ringe, gesteckt.
Mit einem Goldschmiedehammer wird die Ringoberfläche geschmiedet. Der Ring wird währenddessen immer mal wieder weitergedreht, damit der Hammer überall einmal geschmiedet hat.
Dadurch entstehen glatte Hammerschlagfacetten.
Der Ring wird durch das Schmieden breiter, größer von der Fingergröße und auch ein bisschen gerundeter.

22. So sehen sie jetzt aus
Die Ringe haben nun ein grobes Hammerschlagbild. Je nachdem, wie die Ringe am Ende aussehen sollen, wird jetzt das Werkzeug oder der Hammer gewechselt.

23. Schmieden II.
In unserem Fall wird nun mit einem anderen Hammer, dem Ziselierhammer, weitergeschmiedet. Dieser hinterlässt rundliche und tiefere Facetten. Diese Grübchenoberfläche nennen wir „Kugelhammerschlag“.
Fertig
24. Geschmiedete Eheringe
Es ist vollbracht. Nach vielen Stunden sorgfältiger Fertigung sind die Ringe fertig.
Geschmiedete Trauringe wie diese spiegeln das Licht und die Oberfläche wirkt lebendig.
Jeder Mensch hat übrigens seinen eigenen Schmiedestil, ähnlich wie bei der eigenen Handschrift.
Jeder Ring wird ein einzigartiges Unikat. Der perfekte Begleiter, ein Leben lang.
Das hat euch gefallen?
Danke für´s Anschauen! ❤️
Ihr habt euch die ganze Fotostory angesehen und seid genauso fasziniert vom Schmieden wie ich?
Dann freue ich mich auf eure Kontaktaufnahme. Es wäre mir eine Freude, mit euch eure persönlichen Eheringe zu schmieden oder euch beim Selbstschmieden zu begleiten!
Adresse
Goldschmiede Susanne Krist
Inh. Goldschmiedemeisterin Susanne Krist-Heßdörfer
Obere Manggasse 2
97199 Ochsenfurt (bei Würzburg)
Germany
Öffnungszeiten
Nach Vereinbarung. Mehr dazu unter Kontakt.
Onlineshop
Für handgefertigte Verlobungsringe und Vorsteckringe
E-Mail:
kontakt@goldschmiede-susannekrist.de
Am besten erreichbar per WhatsApp:
+49 (0) 171/2171621
Rückmeldungszeit:
Schnellste Erreichbarkeit, Antwort meist innerhalb eines Tages, Whatsapp Nachrichten/Voicemails möglich.